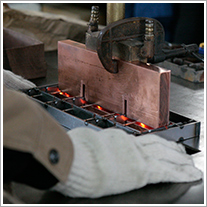
スポット溶接は、2つの母材を圧着しながら電流を流し、そこに生まれる抵抗熱で金属を溶かして接合する溶接方法で、抵抗溶接とも呼ばれ自動車のボディ生産などに多用されています。
スポット溶接では電極を母材に押し付ける力、電流、通電時間によって溶接の品質が左右されます。そのときスパッタと呼ばれる火花が飛ぶ場合がありますが、スパッタは電極を押し付ける力を弱め、溶接品質の低下を招く要因ともされています。
一般的にスポット溶接は、母材が鋼板やステンレスなどの金属に適しており、アルミなどの場合には電気伝導率と熱伝導率がともに高くなるので、通常のスポット溶接機では対応できず、その場合にはアルゴンガスを使うMIG溶接方式を用いたりします。
スポット溶接の特徴
- ハンダなどの補助材料を使わず、リサイクルしやすいクリーンな溶接ができます。また紫外線やガスなどが発生せず、作業環境もクリーンに保てます。
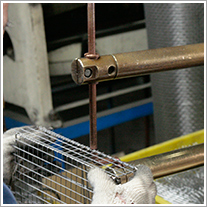
- スイッチを押すだけで確実な溶接ができるなどプロセスを自動化しやすく、アーク溶接やガス溶接など作業者の熟練を必要としません。
- 短時間に効率よく溶接できるので、安価で大量に製造する生産方式を確立することができます。
- 短時間で溶接するので材料に熱による影響を与えにくく、圧痕が目立たない美しい外観にすることができます。
- 加圧しながら数十アンペアから数万アンペアの強い電流を使いますが、電圧が低いために感電の危険がありません。